staff blog
昨日の続きです。
いよいよ金型・加工です。
やって来たのは、株式会社野島角清製作所さんです。

こちらの工場では、金物のプレス自動加工および金型製作をしております。

写真は、金型を製作する前の平板です。
こちらの工場で一番わたしが驚いたことは、工場で働く従業員さんの多くが女性だということ!

もしかして???
と思い、工場長の山本さんに何故、女性ばかり?と質問をすると、
やはり、思ったとおりで女性の方が男性よりも細かい作業にむいているとのことで女性が多く働いているそうです。
なんとなく解る、、、笑。
そして、野島角清製作所さんの一番の強みは、なんといっても金型が自社で作れてさらには直せる。
ということ。
万が一、機械の一部である金型が壊れても自社ですぐに修繕できるためにラインの復旧も早いそうです。


☝これは、金物のベースプレート部分です。
平板に穴を開けたり、形状の加工をしたりしています。

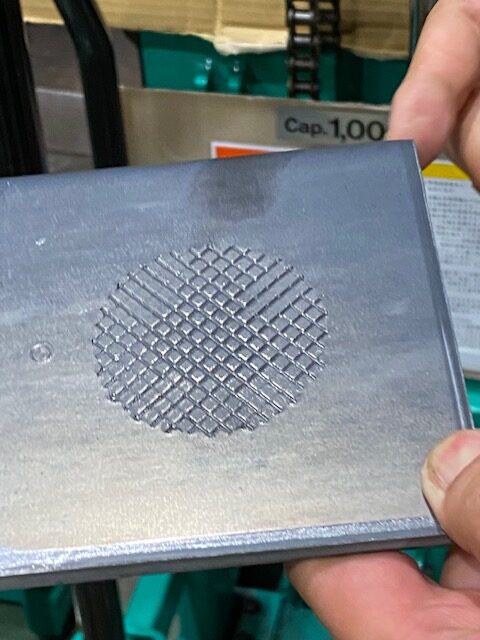
こちらは、柱脚プレートの座金が取付けられる部分ですね!
このように摩擦力が高くなるように斜めに溝を付けていきます。![]()

そして、このようにたくさんのSE金物がつくられていきます。

この写真のようにSEとか、PF12とかの印字も勿論こちらの工場で付けられています。![]()
そして、今回も工場見学の一番の目的はこちらの柱脚金物です!
こちらの製作過程に私は、長い間疑問を抱き長い間、質疑を繰り返しおこなって、
ついに、工場にて自分自身の目で見させていただける事となったのです。


こいつです! ☝


私は、4年くらい前にこの柱脚金物について疑問を抱きました。
それは、こちらのケガキについてです。


この赤丸印についているセンターを記しているであろう線。
この位置について、現場に納入された金物全数について確認をしました。
その結果、60㎜であったり59㎜であったり58.5㎜であったりとバラバラでした。
それに気が付いたのが4年前。
質疑を何度も繰り返しましたが、納得できる回答をもらえず今回の見学となった訳です。
で結論は、本来ベースのプレート(一番下部)のものが120㎜ですので当然センターは120/2の60㎜が正解のハズ。
ですが、そもそも鋼材というものは120㎜といっても119㎜だったり119.5㎜だったりと多少の製品の誤差はつきもの。
そこで、119㎜だとしたらたとえセンターに印をつけても119/2で59.5㎜となりそこで0.5㎜の誤差が生まれます。
更に、今回わかったのはあくまでもこの印というのは、
次の手書きのマンガでもわかるように上部に取り付けられる柱に食い込む部分のプレートのセンター及び、
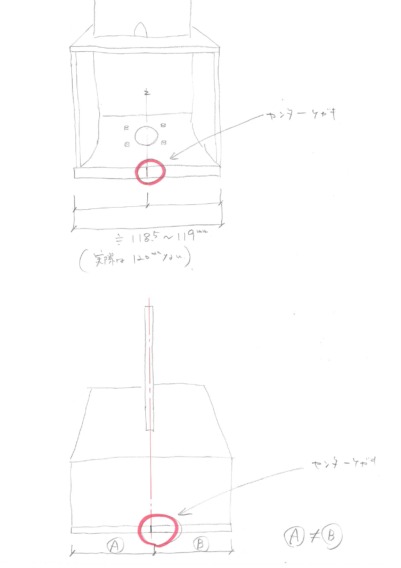
ベースプレートの穴のセンターに合わせて印を最後の最後につけるようです。


上部の写真では、わかり難いとは思いますが熔接など全て完了したのちに金物上部のプレートまたはベース部分のアンカーボルト用穴に合わせて
センターケガキをつけるので、最下部のベースプレートのセンター位置とは、一致しないのです!
という事は、基礎の墨出しを完了し土台を据え付ける前にこの金物を据える訳ですが、
あくまでも金物のセンター墨を出してそこにこの金物につけられた印をあわせないと上部躯体とは、
0.5㎜とか1㎜とかの単位でずれが生じてしまいます。
たかが、1㎜,0.5㎜だと感じる方もお見えでしょうが、
これが、われわれにとっては大きな誤差となるのです。
これを知ったうえで作業をするのと知らずとやるのでは全く違います。
数年間のモヤモヤがようやく解消されました。
スッキリです!
今回の見学を承諾してくださいましたNCNの藤井専務そして中川役員さん、
そして、カネシン株式会社の夏目専務さん、本当にありがとうございました。
今後とも、よろしくお願いいたします。
なお、このブログではわかり難い部分が多かったと思われます。
詳しく知りたい方は、是非是非わたくしのところまで一報いただけましたら熱く語らせていただきます。
そんな kotori の軽トラ日記でした~ ![]()
prev.
過去のブログ
2022.08.23
next.
岐阜 飛騨大鍾乳洞へ
2022.08.24
recommend
-
-

-
岡崎スタジオ
2025.04.15
-
-
-
-
耐震シェルター工事開始
2025.04.05
-
-
-
-
いきいきシニアブック
2025.03.31
-
-
-
-
ミャンマー大地震
2025.03.30
-